
|




- 品牌:“萍鄉科隆”牌
- 貨號:詳詢廠家!
- 發布日期: 2020-07-02
- 更新日期: 2024-11-15
| 外型尺寸 | 為客戶定制! |
| 品牌 | “萍鄉科隆”牌 |
| 貨號 | 詳詢廠家! |
| 用途 | 為了清除氣體中的霧沫和墉帶的液相, |
| 型號 | 愱客擱要求尺寸及材質定制 |
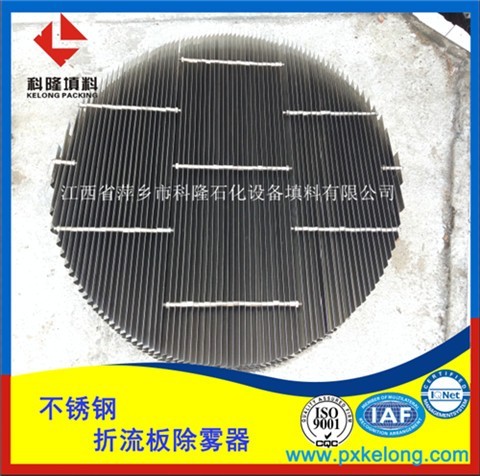
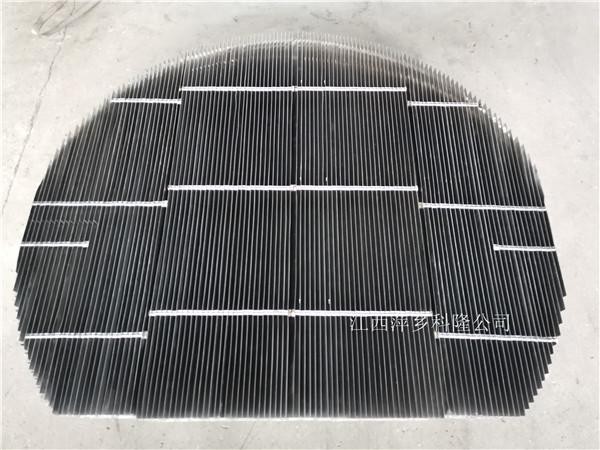
不銹鋼折流板除霧器主要技術性能參數
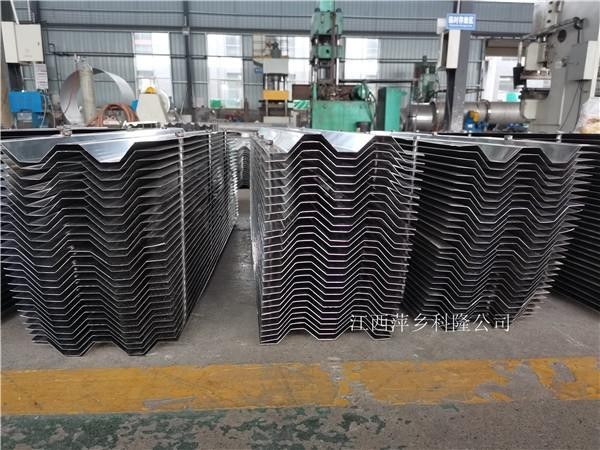
江西省萍鄉市科隆填料塔內件廠專業生產不銹鋼除霧器,其本體結構如下:
不銹鋼除霧器本體由旋流板除霧器葉片、卡具、夾具、支架等按一定的結構形成組裝而成。其作用是捕集煙氣中的液滴及少量的粉塵,減少煙氣帶水,防止風機振動。
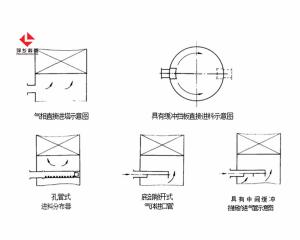
不銹鋼除霧器布置形式通常有:水平型、人字型、V字型、組合型等大型脫硫吸收塔中多采用人字型布置,V字型布置或組合型布置(如菱形、X型)。吸收塔出口水平段上采用水平型布置。旋流板除霧器布置形式:
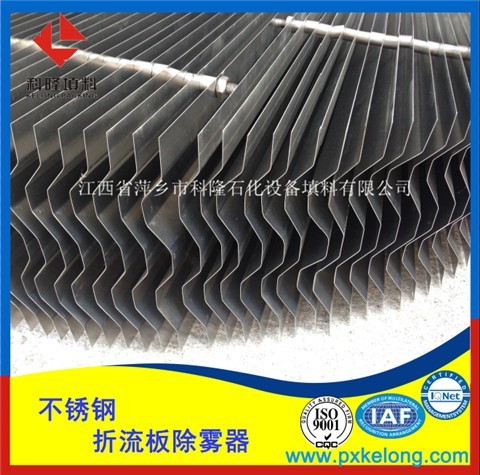
不銹鋼除霧器葉片是組成旋流板除霧器的最基本、最重要的元件,其性能的優劣對整個除霧系統的運行有著至關重要的影響。旋流板除霧器葉片通常由高分子材料(如聚丙稀、FRP等)或不銹鋼(如316L)兩大類材料制作而成。旋流板除霧器葉片種類繁多。按幾何形狀可分為折線型(a、d)和流線型(b、c),按結構特征可分為2通道葉片和3通道葉片。
一:主要性能參數
1、除霧性能可用除霧效率來表示。
除霧效率指除霧器在單位時間內捕集到的液滴質量與進入除霧器液滴質量的比值。
一般要求,通過除霧器的霧滴含量一個沖洗周期內的平均值小于75mg/Nm3。該處的霧滴粒徑大于15um的霧滴,煙氣為標準干煙氣。
2、壓力降
壓力降是指煙氣通過除霧器通道所產生的壓力損失,系統壓力越大,產生的能耗比就越高。濕法脫硫系統除霧器的壓力降一般要求在120-200pa之間(兩級除霧器)
二:除霧器的特性參數
1:除霧器的臨界分離粒徑
波形板除霧器利用液滴的慣性力進行分離的,在一定的氣流流速下,粒徑大的液滴慣性力大易于分離,當液滴粒徑小于一定程度時,除霧器對液滴就失去分離捕捉能力。
2:除霧器臨界煙氣流速在一定煙速范圍內,除霧器對液滴分離隨煙氣流速增大而提高,但當煙氣流速超過一定流速后除霧能力下降,這一臨界煙氣流速稱為除霧器臨界煙氣流速。臨界點的出現,是由于產生了霧沫的二次夾帶所致,即分離下來的霧沫,再次被煙氣帶走,其原因大致是:①撞在葉片上的液滴由于自身動量過大而破裂、飛濺;②氣流沖刷葉片表面上的液膜,將其卷起、帶走。因此;為達到一定除霧效果,必須控制煙氣流速在一合適范圍內。氣流*速度不能超過臨界氣速;*速度要保證能達到所要求的*除霧效率。
三:除霧器的主要設計參數
1:煙氣流速
通過除霧器斷面的煙氣流速過高或過低都不利于除霧器的正常運行,煙氣流速過高易造成
煙氣二次帶水,從而降低除霧效果,同時流速過高造成系統阻力大,能耗高。通過除霧器斷面的煙氣流速過低,不利于氣液分離,同樣不利于除霧效果。此外設計的流失低,吸收塔斷面尺寸加大,投資也隨之增加。設計煙氣流速應接近臨界流速。根據不同除霧器葉片結構及布置形式,設計流速一般選定在3.5-5.5m/s之間。煙道式可在3.5-7.0m/s之間
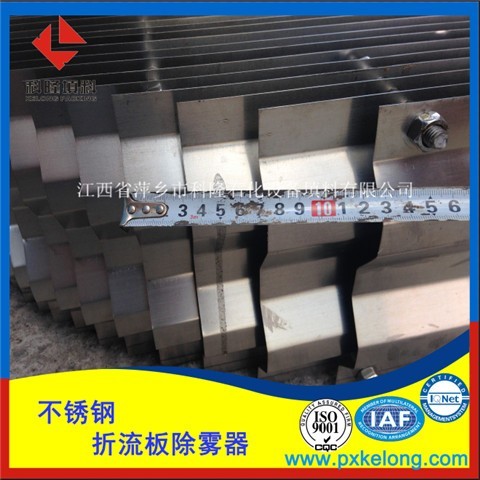
2:除霧器葉片間距
葉片間距的大小,對除霧器的除霧效率有很大影響。隨著葉片間距的增大除霧效率降低。
板間距離的增大,使得顆粒在通道中流通面積變大,同時氣流的速度方向變化趨于平緩,而使得顆粒對氣流的跟隨性更好,易于隨著氣流流出葉片通道而不被捕捉,因此除霧效果降低。除霧器葉片間距的選取對保證除霧效率,維持除霧系統穩定運行至關重要。葉片間距大,除霧效率低,煙氣帶水嚴重,易造成引風機、換熱器故障,導致整個系統非正常停運。葉片間距選取過小,出加大能耗外沖洗的效率也有所下降,葉片上易結垢、堵塞,最終也會造成整個系統停運。葉片間距根據系統煙氣特征(流速、so2含量、帶水負荷粉塵濃度)、吸收利用率、葉片結構等綜合因素進行選擇。目前脫硫系統中常用的除霧器葉片間距25-40之間。

3:除霧器的級數
級數的增加,除霧效率增大,而壓力損失也隨之增大。除霧器的設計要求以提高除霧效率降低壓力損失為宗旨。因此,單純追求除霧效率而增加級數,卻忽視氣流阻力損失的增加,其結果將使能量的損耗顯著增加。現在的脫硫系統采用兩級除霧系統。
4:除霧器的沖洗水壓
除霧器水壓一般根據沖洗噴嘴的特征與除霧器之間的距離等因素確定(噴嘴與除霧器之間的距離一般為650-900mm),沖洗水壓低時,沖洗效果差。沖洗水壓高則易造成煙氣二次帶水。同時降低葉片使用壽命。一般情況下,一級除霧器采用兩層沖洗;及煙氣的正面一層(除霧器對煙氣的*臨界面)向上沖洗,水壓為2.5-105pa以內,除霧器的背面一層向下沖洗,水壓為1.5-105pa以內.二級除霧器采用一層向上沖洗,水壓同一級同樣。反面不沖洗,以免造成二次攜帶。具體的數值需根據工況情況而定。
5:除霧器的沖洗水量
選擇除霧器沖洗水量處理需要滿足除霧器自身的要求外,還需要考慮系統水平衡的要求有
些條件下需采取大水量短時間沖洗,有時則采用小水量長時間沖洗,具體沖洗水量需由工況條件確定,一般情況下除霧器斷面上舜時沖洗水量約2-4.5m3/h
6:沖洗覆蓋率
沖洗覆蓋率是指沖洗水對除霧器斷面的覆蓋程度。根據不同工況條件,沖洗覆蓋率一般可
以選在100%~300%之間。及噴嘴噴射擴散角面積的重疊率。總的要求整個除霧器斷面不能有死角,達到100%沖洗。防止因未沖洗到而造成堵塞,從而造成系統停運。
7:除霧器沖洗周期
沖洗周期是指除霧器每次沖洗的時間間隔。由于除霧器沖洗期間導致煙氣帶水量加大所以
沖洗不宜過于頻繁,但也不要間隔太長,否則易產生結垢現象,除霧器的沖洗周期主要根據煙氣特征及吸收劑確定,一般以不超過2h為宜,也就是不沖洗為沖洗時間的3~6倍;循環單道時間在20-60秒之間。
平板形除霧器由波紋形葉片和筋板穿插組成,安裝在塔的頂部,與煙氣成垂直水平布局。兩層設計:分一二兩級,煙氣垂直通過除霧層。筋板與葉片采用熱風焊和熱容焊連接而成。根據通道的距離筋板與筋板的距離也隨之變化,其范圍在520-660mm之間,除霧器葉片間距為:一級40mm,二級25mm。一般通道跨徑為1850mm梁間距為2185mm。三層沖洗;兩層向上在除霧器的正面,一層向下在除霧器的背面。兩級除霧器間距1800-1950mm之間,一級除霧器兩層上下沖洗,二級除霧器一層沖洗向上,反面不沖洗。
平板形除霧器是一種最原始的設計,除霧器平行于塔的截面上。煙氣垂直通過除霧器通道,在波紋板的改向過程中除去煙氣所含的水分和固體物質,從而達到凈化的目的。1:一級除霧器采用四轉向波紋板,一般工作通道跨境2185mm(具體根據實際工況設計通道跨境);工作面為垂直平行°\u12290X在結構為平行設計、水平架設在支撐梁上。而工作面與煙氣成垂直平行使上升的煙垂直均勻通過葉片通道。每一通道上由若干組除霧器模塊組成,下層沖洗位于除霧器下方650-900mm處;架設在管道支撐方鋼上,噴嘴與除霧器斷面正角對稱布置,使除霧器得到100%覆蓋沖洗。上層沖洗架設在上管道支撐方鋼上,噴嘴與除霧器反面成逢面沖洗;為了使沖洗管道能穩定,在每個方鋼上均有一個固定管卡。
2:二級除霧器大體與一級基本相同,只是葉片間距比一級小:為25mm間距。而沖洗系統只設計一層;下層向上沖洗。反面不沖洗,防止煙氣二次攜帶(特殊工況設計上層沖洗)。
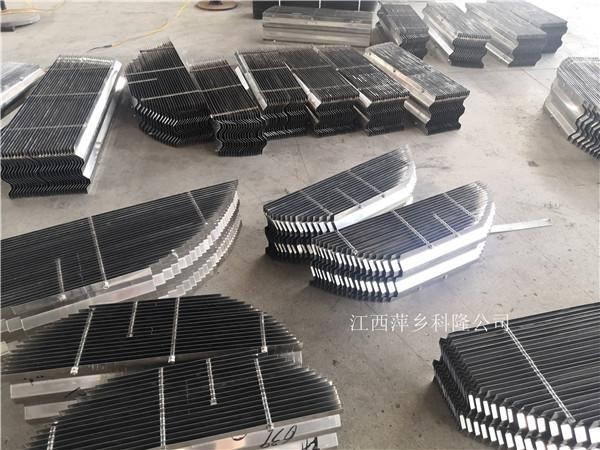
平板形除霧器采用兩層除霧三層沖洗的結構方式,臨界工作面成水平形;這樣的設計主要針對煙氣比較均勻的脫硫塔,塔體斷面小煙氣流速高的不宜使用。一級除霧器葉片間距為40mm,通道跨徑一般為2185mm(實際根據現場工況而定),葉片采用四轉向波紋板。煙氣在通過一級除霧器斷面的時候;煙氣中的水分可以85%的被捕捉回收。捕捉粒徑25-35um。由于一級除霧器是脫硫除霧環節的主要除霧層,煙氣中的大部分雜質由一級捕捉。所以除霧葉片很容易積垢,因此一級除霧器沖洗系統設計了兩層:臨界面一層向上噴射沖洗,背面一層向下沖洗。確保除霧器的到徹底清洗。由于煙氣在通過一級除霧器時,煙氣中的大部分水分和夾帶物已經被捕捉回收(25um以上);一小部分逃逸,還有沖洗一級除霧器時所產生的水汽。這些介質就要二級除霧器將其捕捉回收二級除霧器葉片間距為25mm,葉片采用四轉向波紋板。煙氣在通過二級除霧器斷面的時侯,由一級所逃逸的部分水汽和沖洗一級除霧器所產生水汽,將由二級對其進行完全捕捉回收。由于二級除霧器間距較小,也就是煙氣在通過這一級除霧器時,煙氣在上升的過程中受到擠壓,使其充分與除霧片接觸。所以二級除霧器的除霧粒徑更小,捕捉粒徑再20-25um以上。但同時也增加壓降。由于二級除霧器是補助除霧,所以沖洗只有一層:正面向上沖洗,反面不沖洗。防止再次逃逸。
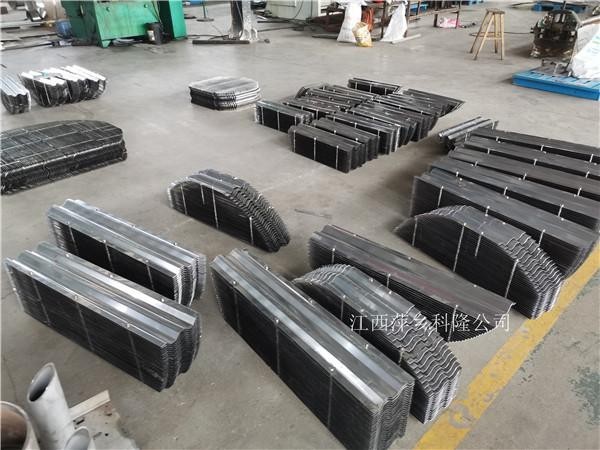
以上圖片是為山東一化工廠客戶不銹鋼折流板除霧器DN500-800mm,316L材質的,數量多套,江西萍鄉科隆化工填料廠專業生產各種材質各種形狀各種間距折流板除霧器。
江西萍鄉科隆填料塔內件公司是一家集設計研發、生產設備自動化、安裝售后服務專業化、技術指導標準化于一體的國內行業*的、專業化的大型化工填料塔內件企業已有15年資質,是重點支持發展的產業,其產品廣泛應用于環保、精細化工,石油化工、煉油、焦化、輕工、醫藥、冶金、鋼鐵廠、等行業中 ;注冊資本 8000 萬,固定資產 6000 萬,全體員工約 300 人,中*技術專業人員 18 人,生產有環保裝置填料、船舶煙氣治理填料,塑料填料、金屬、陶瓷填料及塔內件、化工設備等100多種產品,年生產能力 15000 噸以上,特別是近幾年環保塔內裝置業務不斷、由我公司與河北工業大學、華東理工大學、天津大學、清華大學共同設計、生產的已投建的環保塔內裝置運行良好。江西萍鄉科隆填料塔內件公司具有成熟的工藝和完善的生產設備,生產設備主要有:金屬填料全自動模具機30臺、塑料機 50 臺、波紋板填料生產線 12 條、激光切割機3臺、沖壓機 10 臺、剪板機 2 臺,自動點焊機10等,各車間都配備了專業的實驗室,有完善的精準的檢驗設備,可以實時生產線的產品指標,根據檢測數據調控生產方法。質檢部配備了標準中規的出廠檢驗項目所有儀器,保證了出廠產品合格率達到 100%。
詳情請來電咨詢銷售部 歐陽紅梅 手機號碼(微信同步)15807997225。
座機號碼:0799-6685655,傳真號碼:0799-6685659。
感謝您瀏覽本公司網站,祝您:工作順利,心想事成!


-
2024年科隆公司質量月活動 —— “人人講質量,個個懂質量” 在這個金秋送爽的季節里,萍鄉科隆公司舉行為期一個月的“質量月”活動。本次質量月以“人人講質量,個個懂質量”為主題,深入貫徹“不接受不良品、不制造不良品、不流出不良品”的“三不”... VIEW DETAILS
-
科隆公司成功舉辦安全生產月活動,強化安全意識,共筑安全防線 6月,為積極響應國家關于安全生產的重要號召,進一步增強全體員工的安全生產意識,提升生產作業中的安全操作技能,江西省萍鄉市科隆石化設備填料有限公司成功舉辦了以“人人講安全、安全為人... VIEW DETAILS
-
萍鄉科隆公司迎來山東客戶年產18萬噸液體蛋氨酸項目填料塔內件驗貨 2024年6月26日江西省萍鄉市科隆石化設備填料有限公司迎來山東客戶年產18萬噸液體蛋氨酸項目填料塔內件驗貨,公司副總經理張總等代表對客戶一行的蒞臨考察表示熱烈歡迎,并全程陪同驗貨... VIEW DETAILS
-
2024年度萍鄉科隆縣長質量獎開展現場評審 2024年6月16日,萍鄉科隆公司迎來縣長質量獎專家評審團來我司現場評審蒞臨指導,專家評審組嚴格按照《蘆溪縣縣長質量獎管理辦法》的相關規定以及卓越績效評價準則,在材料評審的基礎上,進一... VIEW DETAILS
-
江西省萍鄉市科隆石化設備填料有限公司舉辦“安全生產月”活動 今年6月是第23個全國安全生產月,主題為“人人講安全,個個會應急一-暢通生命通道”。為貫徹國家安全生產精神,為進一步做好公司安全生產工作,我公司(江西省萍鄉市科隆石化設備填料有限公... VIEW DETAILS
-
科隆金屬316L材質64Y規整板波紋填料項目安裝現場 新疆某大型新能源有限公司年產10萬噸高純硅基材料和1000噸半導體硅基材料項目/急冷塔使用金屬316L材質64Y規整板波紋填料。 項目安裝現場圖片: 大表面高效率64Y金... VIEW DETAILS

- 手機:13687998825
